We suggest that you store the curing bladder at least 90 days from the date of production before use.
Please resume the curing bladder to its original shape 24 hours prior to use.
Before mounting curing bladders, please check whether the curing bladder size match as the tyre size. We suggest you choosing the proper clamping size as per curing bladder clamping parameters.
Before mounting bladders into curing press we recommend to pre-treat the bladders with a bladder coating material to optimize your curing bladder performance and extend the curing bladder life time.
Spraying of isolation agent inside the green tyre is necessary in order to avoid sticking, trapped air or stripping problems
We suggest you do not use any lubricants during clamping the curing bladders, please pay attention not to use any diluted water-solubility silicon latex and not to drop it on the tyre mould surface.
When you test the curing bladder air tightness, the elongation of curing bladders should be proper in order to avoid destroying the curing bladder or causing other problems.
The strict deoxidization of overheated water and nitrogen vulcanization can evidently extend the curing bladder service life.
Before tire curing starts, the bladder should be fully warmed up. For this, the machine should be operated according to the press manual.
In case of pre-inflating during the warm up, the bladder outside diameter must not exceed the tire sidewall plate outside diameter of the tire mold, in order to avoid non-symmetric deformation.
If the bladder has cooled down after an interruption in the curing process, it is imperative to warm it up again.
Please fill in the Curing Bladder Performance Record Form seriously, in order to get better service when curing bladders quality problem come out .
The tire curing bladder is one of the important tools for the production of tires. However, harsh working conditions require the capsule to be resistant to high temperature, high pressure, and oxidation, as well as to have good flexural properties.
After purchasing the capsule, the user must pay attention to the following during storage and use:
1. Storage conditions
1. After the capsule arrives at the user’s company, the capsule should be bundled and opened to restore the original state of the capsule to prevent aging and cracking at the excessively folded part;
2. Store the capsules at room temperature, avoid direct sunlight, and keep away from heat sources to prevent early aging and cracking of the capsule surface;
3. The capsule storage room must be free of corrosive gas, and must not be in contact with acids, alkalis, oils and oxidizing substances, so as to prevent premature aging of the capsule surface;
4. Capsules should not be stored with sharp and angular objects to avoid punctures or punctures during handling.
2. Conditions of Use
1. Capsule clamp design. Except for the height of the capsule clamping edge compressed by 2~3mm, the other dimensions should match the size of the capsule clamping edge. The capsule neck should not be compressed or the clamping edge height should be over-compressed to prevent the capsule neck from cracking;
2. The clamps, molds and equipment parts that are in contact with the capsule should be smoothed over the parts that are easy to damage the capsule;
3. When assembling the capsule, it is not allowed to pry or knock with hard objects, let alone roll the assembled capsule on the ground, it should be handled gently;
4. When the empty mold of the type B curing bladder is closed, the capsule should be filled with a certain amount of pressure, and the mold can be closed after the bladder expands;
5. Avoid direct spraying of vulcanizing medium (steam, superheated water) on the inner wall of the capsule. In order to ensure the service life of the capsule, the vulcanizing medium must undergo strict deoxygenation treatment;
6. Starting from the date of manufacture, the capsule is recommended to be used after being parked for 20 days, and the validity period is 2 years;
7. When checking the air tightness of the capsule, the expansion of the capsule shall not exceed 1.5 times the original diameter;
8. After the capsule is used for the first time, after the capsule is heated and expanded, the capsule release agent must be evenly coated on the surface before it can be used. Otherwise, the capsule will be prone to early aging, cracking and blocking. The first mold and the third mold must be evenly coated with the release agent, and then once every 8 to 10 molds. During the use process, the number of brushes should be adjusted appropriately according to the isolation effect;
9. During use, the capsule should not be in contact with acids, alkalis, oils and other substances, and the release agent should be kept neutral.
Tyre Curing is the process of applying pressure to the green tyre in a mould. This makes its final shape. The heat energy applied to stimulate a chemical reaction between the rubber compounds and other materials. In curing process, you will observe that the green tyre is transferred onto the lower mold bead […]
https://curing-bladder.com/wp-content/uploads/2023/08/Injection-Press-2.jpeg1210910zhaohttps://curing-bladder.com/wp-content/uploads/2023/08/Logo-1.pngzhao2021-11-04 16:31:172023-08-26 07:42:01Curing bladder in tyre production
TBT Tyre Bladder Injection Machine, TBT most professional machine series, with more than 10 years manufacturing experience. Compared with compression molding press, tyre bladders rubber injection machine with below advantages: 1.Higher tyre bladders productivity; 2.Less rubber material wasting; 3.Reduce the production cost of tyres vulcanizing process; 4. Tyres quality improved ; 5. More energy saving […]
https://curing-bladder.com/wp-content/uploads/2023/08/curing-bladder-4.png10001000zhaohttps://curing-bladder.com/wp-content/uploads/2023/08/Logo-1.pngzhao2021-11-04 16:13:362023-08-26 07:43:10Curing Bladder Production Process
Please check whether the package is complete and the curing bladder size is clearly identified before storage.
Please inspect the curing bladder according to the “Tyre Curing Bladder Standard”(Q/JTD001 -2003) we have provided or according to the contract requirement.
Each curing bladder is attached with a Tyre Curing Bladder Performance Record Form in each bag or each case.
If you find the goods do not meet your requirements, please keep them as they are and contact us immediately so that we can provide faster and better service for you.
In order to avoid possible deformation during long-time storage, the height for bagged curing bladders must not exceed 6 layers or 2500mm.
Store the curing bladders under room temperature ( dark and dry place) , keep them away from chemicals,heat sources and ozone sources, prevent them from sunlight, and what’s more, curing bladders must be kept away from any oil.
It is better not to open the case 48 hours before use, in case the storage conditions are in conflict with the above article 6.
The OTR curing bladder must be resumed to its original shape before being put in storage.
Please take care to prevent curing bladders from any sharp objects to avoid any possible hard damages under storage and transportation conditions.
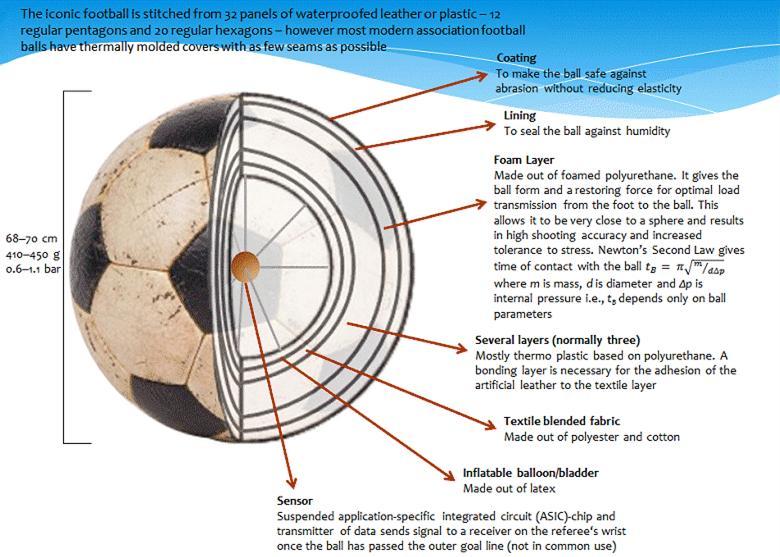
Football (Soccer) Leather are mostly made of either PU, TPU, or PVC. This plays the largest role in what use the ball is recommended for.
PU Football – Real Match / Club Training
Premium level balls are usually made from a PU material for the outer. PU (polyurethane) is a thermosetting plastic that has excellent performance, such as wear resistance, tear resistance, good elasticity and low-temperature resistance. It gives soccer players a true feel and touch, and retain their shape better during play. PU soccer ball is normally made with thermally bonded or hand-stitched. The thermally bonded football is currently widely used in the World Cup and most other major tournaments and leagues as the match and training ball. 3.5mm PU football in thermally-bonded construction is the latest and most popular high-level ball.
TPU Football – Training / Junior & Amateur Match
TPU (thermoplastic polyurethane) is a group of thermoplastic elastomers that exhibits a high-level of elasticity and are incredibly resistant to stresses such as abrasion and stains. TPU leather is mostly used for machine-stitched ball, which is more durable and more environmentally friendly than PVC, and will not be hardened like PVC in cold weather. The combination of TPU leather and foam layer makes the soccer ball softer which helps players control better over the ball, especially when having header training. 4.5mm TPU machine sewing football is excellent for training and junior football match.
PVC Football – Promotion / Recreation
Generally known for its hardness, PVC (Polyvinyl Chloride) is a common thermoplastic used in the outer layer of the cheaper and lower quality footballs. PVC ball performs better in warm weather than in cold weather as the ball will harden during cold weather with inferior performance. According to the thickness of PVC cover, there are two primary specifications of PVC ball: 1.6mm and 2.7mm. 1.6mm PVC ball is perfect for giveaways, promotions, and gifts. 2.7mm sponge PVC ball is softer and more durable, primarily used for recreational entertainment.
Conclusion
PU, TPU, and PVC leather are generally used when making the outer of a ball. PU balls are designed for the highest level of playing, or professional matches, softer to the touch and more responsive than other balls. TPU balls are premium training balls without the premium price but not as quality as PU balls. PVC balls are usually cheaper, harder on the outside, which are ideal for budget conscious programs or teams, you’ll get cost-effective footballs without breaking the bank.
Bladder is one of the most important elements of a football (soccer), which can affect the football in all different ways from air pressure, bounce of the ball, flight, shape and weight of the ball. There are mainly 3 types of bladder that football can possess – latex bladder, butyl bladder and synthetic rubber bladder. This plays an important role in what use the ball is recommended for.
Latex Bladder Ball – Professional Match / Tournament
Latex bladders are soft, lively and bouncy that is more commonly used in top-quality balls. You can get great touch and responsiveness on the ball with a latex bladder. However, there’s a problem of latex bladders that they don’t hold air for a long period of time and need to be refilled with air more frequently than butyl. Some manufacturers are looking for a solution to this problem, and they currently add a butyl valve on latex bladder to help retain air, but the effect is still not obvious.
Butyl Bladder Ball – Regular Match / Club Training
Butyl bladders have much higher air retention but slightly heavier and harder than the latex bladders. It doesn’t feel as good as latex bladder but it’ll keep its shape better and retain air a couple of weeks. Build for regular match or club training balls that are need to be used continuously because of their excellent air retention and durability. Butyl bladders are manufactured using a combination of butyl and rubber. It is mainly divided into 30% butyl bladder, 50% butyl bladder and 80% butyl bladder according to the proportion of butyl. The more butyl, the better the performance of the bladders.
Synthetic Rubber (SR) Bladder Ball – Training / Recreation
Rubber bladders are the most common bladder that is widely used in low-end football due to their faster and less costly production. It provides better air retention than the latex bladder but not as good as butyl bladder. Rubber bladder is often combined with wrapped carcass to offers durable shape and air retention ensuring longevity.
The technology for making soccer ball (football) played a crucial role in determining the quality, performance, time to be made, and price. Many people are wondering if they should opt for thermal bonded balls, hand stitched balls, or machine stitched balls. To help you find the perfect match when you purchase them here is our most detailed resource about the different technologies.
Thermal Bonded Soccer Ball – Tournament / Daily Match / Professional Training
The thermal bonding technology means that the panels are placed inside a mould that is heated by a machine to press and glue the panels together.
Thermal bondedballboasts greater shape retention and durability due to an integrated structure that use special glue to attach the bladder to the lining and leather firmly. Excellent roundness to reduce resistance when flying and rolling, making the ball shoots faster, while the seamless surface allows for less water uptake, helping the ball last in any weather.
Constructed with 3.5mm PU leather combined with a foaming layer as the shell, the latest thermal bonded ball (e.g. Nike, Adidas) becomes a preferred ball for the Champions League, World Cup, and other professional soccer leagues worldwide.
However, thermo bonded balls can’t be deflated when shipment because of the production craft and material structure, so the shipping cost is higher than other balls.
Hand Stitched Soccer Ball – Daily Match / Professional Training
Hand stitching is the most traditional method for making soccer balls. Those early high quality balls were mainly stitched by hand using thick polyester thread to hold the panels together, and that process still has its advantages. The seams can be made at a deeper and stronger level so they’re more wear-resistant than machine-stitched balls, but still can’t prevent the water into the inside of the ball even though using the thicker stitches, the ball will become waterlogged in the rainy day.
In addition, the production of the hand-stitched ball is much slower than other balls as the ball needs to be sewn by humans, not machines, it would be better for you to arrange the orders in advance. Hand-stitched balls are normally produced in Pakistan or India because the labor cost is extremely high.
Machine Stitched Ball – Training / Recreation / Promotion
Machine stitched is a fast and inexpensive technology that is more commonly used for cheaper and lower quality balls. During production, panels are sewed together with a particular sewing machine and tiny micro-stitches.
The seams aren’t as deep and strong as the hand-stitched, which means the stitching isn’t as durable. There’re exposed seams that will be easily stretch and will potentially tear. As with the hand-stitched ball, the machine-stitched ball will be heavier and waterlogged in the wet due to the exposed seams.
Machine stitched soccer balls are great for younger players because they are lighter in weight, easier to head and are softer when they hit you. They are also much cheaper, making this a great choice for school training and promotion.
Conclusion
All said, if you need the best quality and excellent waterproof, thermal bonding balls are perfect for you, built with high-end material and seamless construction to create consistency in any conditions, if you don’t need to care about the rainy day, hand-stitched balls are also a good choice, but you’ll need to wait for a longer time for the production since the balls are sewn by human, not machines. Machine-stitched balls are usually cheaper, lower quality and rapid of production, which is ideal for entry training, entertainment and advertising, you’ll get cost-effective balls without breaking the bank.
The structure of modern football is very complex, with detailed components from the inside to the outside, and high, middle and low-end footballs have differences in various components. But when you want to buy a football, this information can help you accurately locate the one you want. When purchasing, most of them are considered from the brand, level or price, but why is a football good? What’s the good thing? What is the difference betweenUSD1000 USD300 game ball? Today we will take a good “dissection”
Bladder
At present, the football Bladder is basically divided into latex and butyl rubber. Generally, high-end game balls with higher prices will use latex rubber, while low-end products will use butyl rubber.
The bladder plays an important part of its overall performance. Generally speaking, the latex bladder has better elasticity after restarting, and it rebounds faster on the ground. At the same time, the foot feels softer after being matched with the spherical surface. This is also one of the reasons why latex bladder are used in many professional games.
In comparison, the butyl bladder is also widely used, and there is no obvious difference between advantages and disadvantages. It is slightly lacking in flexibility, but it has good air tightness.
The best way to tell which kinds of bladder the football uses is to leave it idle. If it loses its air soon, it is the latex bladder.
Between the inner liner and the spherical material, there is actually a padding layer composed of special materials, but because this part is often designed with several layers, but the effect is similar.
Spherical material
The spherical material is the part of the football that the boys usually touch the most when playing, and its material has actually evolved with the changes of the times. Did everybody still have a cowhide ball in football when they were young? Is the hard feeling of feet still fresh in my memory? With the advancement of material technology and the development of football games, the spherical material of modern football has made innovative progress.
At present, the spherical materials of mainstream football products on the market are made of PU synthetic leather, TPU and composite materials. Footballs made of leather and PVC have gradually withdrawn from the mainstream market because of their poor foot experience.
As far as the most popular PU and TPU materials are concerned, they are essentially composed of the same material. However, due to the different formulations during production, there are differences in the final mechanical and physical properties. When used as a football ball surface material, it is mainly reflected in the difference in the hardness of the foot, the durability of the spherical surface, and the water absorption. . At present, many football products of Adidas use all TPU materials to make spherical surfaces.
For some high-end game balls of Adidas and Nike, most of the spherical materials use suitable materials. For example, the “TV Star” of Adidas 2018 World Cup uses a mixture of 83% PU material and 17% polyester material. The spherical surface is functional. The ability to integrate the advantages of different materials to achieve the best game effect, combined with the spherical coating technology mentioned later, has become a key element in the current high-confrontation, high-tempo football game.
Splicing method
The spherical splicing method can be introduced here in two aspects. One is the traditional splicing, which is divided into hand stitching, machine stitching and thermal bonding; the other splicing method is the explanation of the current spherical panel shape, mainly divided into Traditional splicing and special-shaped splicing.
The rapid development of football equipment in the past 20 years has also been shown in football products. The most intuitive manifestation is the appearance of special-shaped splicing of “sanitary napkins” on the “Team Star” football in 2006. Since then, Adidas has begun to use irregular spherical splicing to create a more round sphere. At the same time, after using traditional hexagon and pentagon stitching for many years, Nike also began to develop special-shaped spherical stitching. In the latest Nike Merlin high-end game ball, Nike only uses four irregular stitching blocks to create a spherical surface, which is currently on the market. The least on top.
Compared with the traditional hexagonal and pentagonal splicing, the special-shaped splicing can make the football football surface have fewer splicing seams, and the wind resistance received during the flight is smaller, thereby having a more stable flight route. At the same time, the spherical surface created by the special-shaped splicing is closer to a perfect circle, which is also conducive to the smooth flight of the football.
In another sense, the splicing method is a combination of spherical splicing blocks through hand stitching, machine stitching and thermal bonding. As the name implies, hand-stitching is traditional hand-made, where the spherical splicing blocks are assembled by craftsmen with needles and threads, and the machine stitching is a modern machine assembly line stitching and splicing. As far as the two kinds of stitches are concerned, the stitching stitching of the hand-sewn ball is more concealed and has better durability. The machine-sewn ball is cheaper and cheaper, but it is easy to kick.
Whether it is hand-sewn or machine-sewn, the spherical splicing blocks are traditional pentagons and hexagons. The stitching is too much, which has a greater impact on the roundness and flight trajectory of the ball, and the waterproof performance is not good. Used on some low-end styles. Only a few ball brands still retain FIFA Pro-level certified balls, such as the current Bundesliga ball sponsor Derbystar.
Thermal bonding splicing is now the mainstream technology of high-end game balls. It uses manual and machine cooperation to thermally bond irregular splicing blocks. The roundness, air tightness, and waterproofness of the football are best guaranteed. The durability is also higher than that of stitched football products. But relatively speaking, the price of a football with thermal bonding splicing will be higher.
Spherical Technology
Spherical technology is mainly aimed at high-end game balls that have passed FIFA Pro certification. These footballs not only have advanced design and materials, but also have outstanding technological content.
Nike’s latest game ball, Nike Merlin, first used the all-weather game ACC technology to minimize the impact of weather and environmental factors on football; similar to the ball friction particles that help control the ball, the groove texture or the golf texture that keeps the flight track, Techniques such as special design of splicing are not uncommon. In the Adidas 2018 World Cup “TV Star”, the NFC chip can only be inserted into some “social” functions. It is believed that football technology will be more developed in the near future.
FIFA certification
In addition, FIFA’s certification of football products is also a major symbol of football selection. Regarding the regulations and reforms of certification, it is a long talk, and it is of little significance to guide the purchase of football. For football products with certification marks printed on them, they are generally football models with performance suitable for actual combat.
FIFA Quality Pro, the highest standard of FIFA football certification at present, and the footballs currently used in high-level professional football are all certified by FIFA Quality Pro. From the perspective of brand products, the highest-priced game balls or some sub-high-end footballs generally pass this certification.
FIFA Quality is not as good as high-end game balls in some indicators, but it is still a good choice for actual football, and the price is good.
IMS certification, this certification is not the minimum standard. In fact, some of its certification indicators are higher than FIFA Quality, but some are lower, but at the same time it is suitable for actual combat.
For some football models that do not have a certification mark, the general price is relatively low, and some may belong to souvenir footballs. If used in actual combat, the functionality cannot be guaranteed, and the durability will not be very good. It is recommended that you choose the certified style footballs.
The appearance inspection of the tire curing bladder is to inspect the appearance quality of the finished curing bladder (inside and outside) by visual method.
2. Testing frequency
After the finished tire curing bladder is polished, 100% will be put into the warehouse after the appearance inspection is passed, and 10% will be sampled and packaged before leaving the warehouse.
3. Appearance requirements
① The vulcanized capsule has a smooth surface, no impurities, no bubbles, no lack of glue, no cracks, no blisters and no under-sulfur, and the thickness of each part is uniform;
② The rubber edge thickness of the upper and lower die mouths is uniform and does not exceed 0.2mm;
③ The rubber edge of the die mouth should be polished and smooth, and the hand feel should not be concave or convex; the form of the vulcanized bladder exhaust line must meet the design and processing requirements, without broken lines, round corners, and lack of glue;
④ The height of the capsule clamping edge and the depth of the lack of glue shall not be greater than 1mm, and the length shall not be greater than 2mm.
All waste products that do not meet the requirements of the above appearance standards shall be disposed of.
1.检测方法
轮胎硫化胶囊外观检验,通过目视的方法检验成品硫化胶囊(里、外)外观质量情况。
2. 检测频率
成品轮胎硫化胶囊打磨后100%外观检验合格后入库,出库前抽检10%再进行包装。
3. 外观要求
① 硫化好的胶囊表面光滑,无杂质、无气泡、无缺胶、无裂口、无砂眼和无欠硫,各部位厚薄均匀;
② 上下模口胶边厚度均匀且不超过0.2mm;
③ 模口胶边要打磨平整、手感不能凹陷和凸起; 硫化好的胶囊排气线形式必须符合设计和加工要求,无断线、无圆角和无缺胶;
https://curing-bladder.com/wp-content/uploads/2023/08/TBT-Curing-Bladder.jpeg11261532zhaohttps://curing-bladder.com/wp-content/uploads/2023/08/Logo-1.pngzhao2020-12-13 08:33:202023-08-26 08:13:08Pre-Checking of Curing Bladder before production
We use cookies to improve your experience on our site. By using our site, you consent to cookies.
This website uses cookies
Websites store cookies to enhance functionality and personalise your experience. You can manage your preferences, but blocking some cookies may impact site performance and services.
Essential cookies enable basic functions and are necessary for the proper function of the website.
Name
Description
Duration
Cookie Preferences
This cookie is used to store the user's cookie consent preferences.